
 当前位置:
当前位置: 安徽某客户现场
 2024-11-01
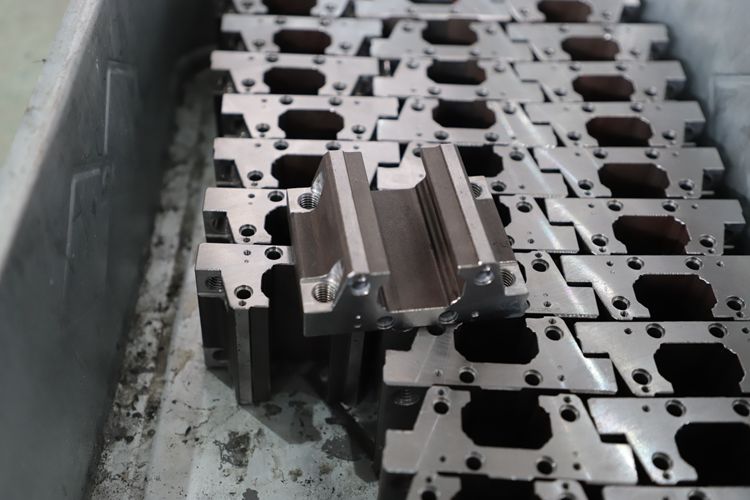
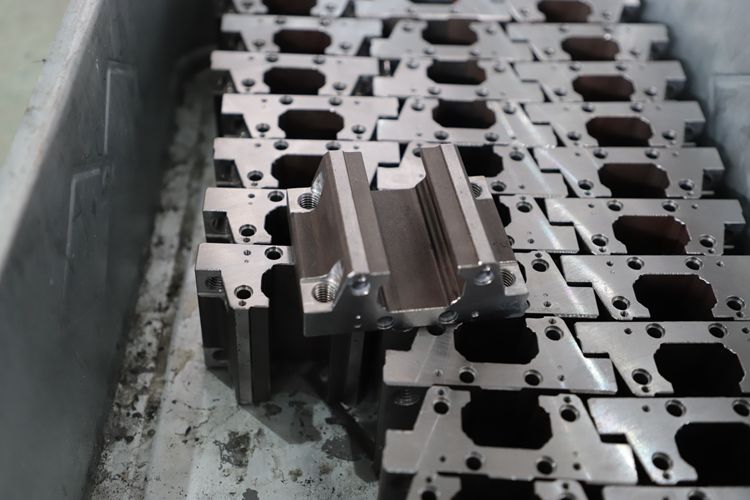
2024-11-01现场使用为三轴立式加工中心,加工零部件为轨道滑块,为提高加工效率工作台加了第四轴,零部件孔加工深度80mm,加工孔径3-10mm,零部件材质铝料,现场加工所需工作压力50-70bar,所需功能为高压排屑。
我司工程师充分了解现场加工情况后,根据加工材料的特性,在新机床供货时配置了70bar压力的中心出水系统,在经过一段时间的使用后,用户反馈效果非常的明显,孔的加工速度提升了70%左右,钻刃不会出现较快磨损的情况,同时钻头的寿命提高了120%左右,在用户的使用过程中的工作压力为40bar,操机工程师在使用过程中感受到了前所未有的加工效率。
详细介绍
现场使用为三轴立式加工中心,加工零部件为轨道滑块,为提高加工效率工作台加了第四轴,零部件孔加工深度80mm,加工孔径3-10mm,零部件材质铝料,现场加工所需工作压力50-70bar,所需功能为高压排屑。
产品型号 | A3SS-025/060-070/030-G-7.5-K-D4-A-T1 |
产品类型 | 中心出水过滤系统 |
工作压力 | 70bar(7Mpa) |
工作流量 | 30L/min |
输送介质 | 冷却液、乳化液 |
电机功率 | 7.5KW |
配置要求 | A3MT-025/060,高压螺杆泵 |
配置要求 | 自清洁布袋过滤器,液位控制器 |
在配置中心出水系统之前,孔加工使用的低压外部冷却,经常出现切屑长并且缠绕钻头,在加工每一个孔时细小切屑都会堵孔和钻头,在加工时就需要频繁退出钻头进行排屑,另钻刃部分得不到足够的冷却,钻头的寿命简短,而且需要经常磨钻头。
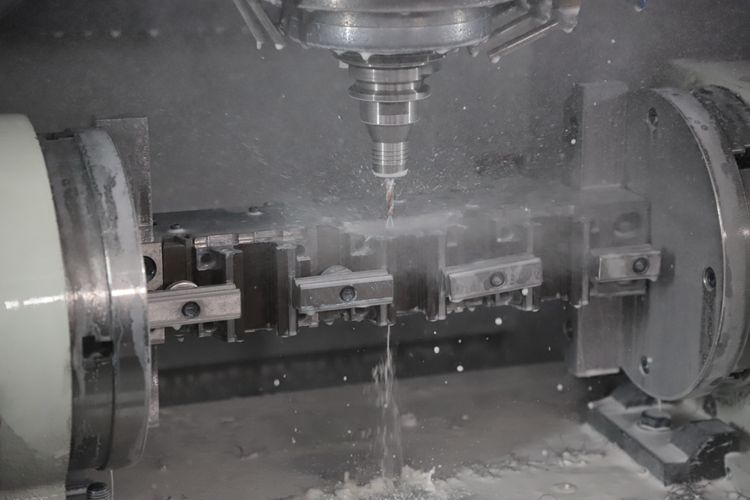
我司工程师充分了解现场加工情况后,根据加工材料的特性,在新机床供货时配置了70bar压力的中心出水系统,在经过一段时间的使用后,用户反馈效果非常的明显,孔的加工速度提升了70%左右,钻刃不会出现较快磨损的情况,同时钻头的寿命提高了120%左右,在用户的使用过程中的工作压力为40bar,操机工程师在使用过程中感受到了前所未有的加工效率。


在钻工序的加工中内冷方式的深孔排屑显得尤为重要,即客户提高加工效率,也可以提高钻头的使用寿命。在使用中心出水系统时工作压力也可根据实际需求进行调整,调整范围可参照直径5-10毫米的钻头,加工深度20倍以内可选择30bar的中心出水压力;5毫米以下的钻头20倍左右可选择50bar的加工压力,如加工材料为铝可选择为70bar的工作压力。


